
手 机:13940087735
邮 箱:timi67388@163.com
网 址:www.lnbaoruitong.cn
地 址:沈阳市于洪区洪润路120-5号 1门厂房
为了配合大规划、多条出产线一同出产的需要,玻璃检测设备使用自动化手法,将PVC原辅料的混合和运送制成自动配混出产线,用于大规划化出产。
自动配混出产线有主料投料站、主料仓、储料仓、螺旋加料器、主料计量称重体系、次序投料器、辅料配料体系、辅料计量称重体系、混合机组、风送体系和集尘器等组成。
PVC树脂自投料站由风经管道运送到主料仓,并依据储料仓料位的凹凸由风经管道送入储料仓,再由储料仓下部出口处的螺旋加料器参加主料计量称重体系,到达所需重量后,落入热混机。次序投料器可将配方中份额较大或有投料次序要求的辅料次序投入热混机。辅料配料体系由若干不同辅料的储料斗组成,辅料储料斗的下部出口处都设有加料器,可将不同辅料参加辅料计量称重体系。辅料计量称重体系采用重力传感器,以累加计量的方法,对各种小组分的添加剂进行计量,然后一同参加热混机。

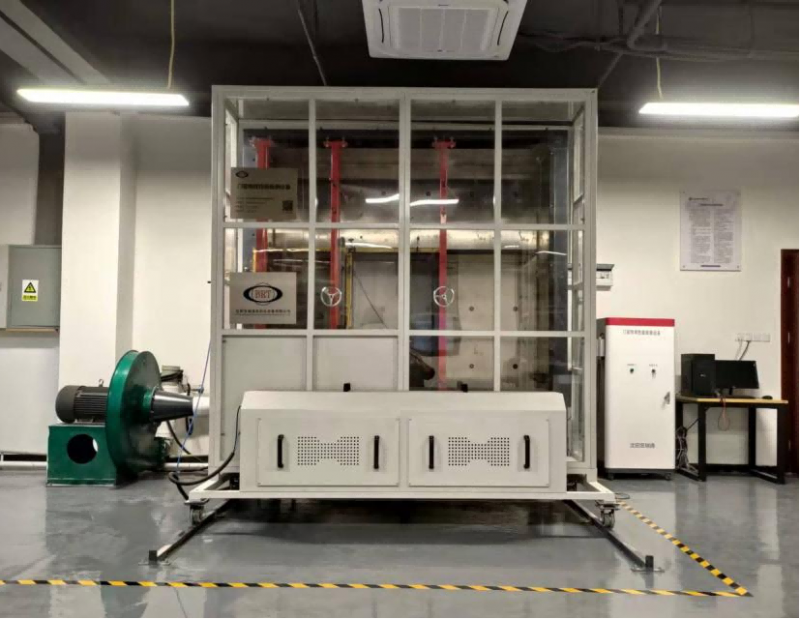
风压值测定规划(抗风压性):小量程百为-600 Pa ~+600 Pa,大量程为-6000 Pa ~+6000 Pa。3. 空气流量测定规划(气密性):度(0~500)m3/h4. 喷淋量规划(水密性): (100~1000)L/h5. 水密试验淋水量:安稳加压——问2L(m2*min) 波动加压——3L(m2*min)6. 位移量检验规划(变形检测):(0~70)mm7. 压力变送器精度:(1).抗风压: 0.25级(2).气密性: 0.5级(3).水密性: 0.25级8. 空气流量计精度:3.0级9. 位移计精度: 0.25级 分辨率:0.01mm10. 体系整机大功率:12 KW11.试验室温度:(23±答2)℃;12.试验室湿度:(40—60)RH13.检检验件大面积:2400mm*2400mm
PVC树脂与所有辅料在热混机中混合,到达混合要求后再排放到冷混机中进行冷却。冷却后的混合料排入过渡料斗,再由风经管道运送到出产车间的不同储料仓,然后,依据需要自动参加挤出机的料斗。在由粉尘泄漏的各点,均设置了收尘口,泄漏的粉尘由 集尘器收集。体系中还设置了防架桥装置,能够有效地防止物料尤其是粘性物料架桥问题的出现。整个出产线由控制体系控制,出产过程按照事前编制的程序运转,能够依据出产需要方便地对配方加以调整或改动。控制体系还能够完成对出产过程的动态图像显示、故障诊断和报警等。
<以上内容全部来源于网络,如有问题请联系我删除>

手机: 13940087735
电话:024-31322057
邮箱: timi67388@163.com
地址:沈阳市于洪区洪润路120-5号 1门厂房